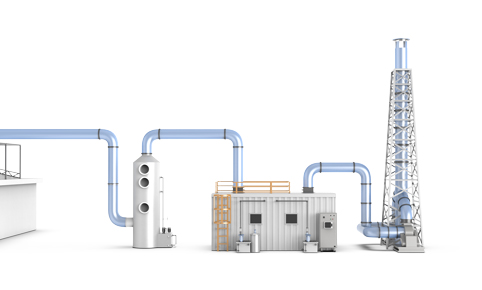
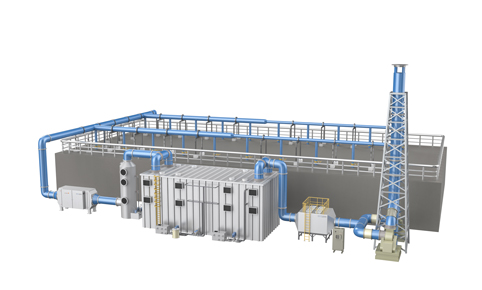
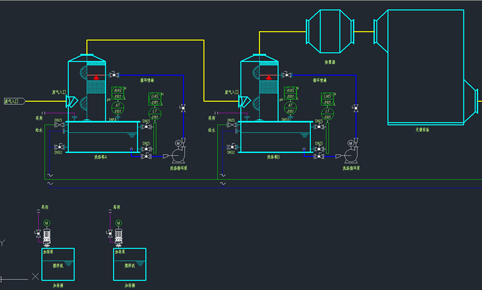
Dry Mist Eliminator
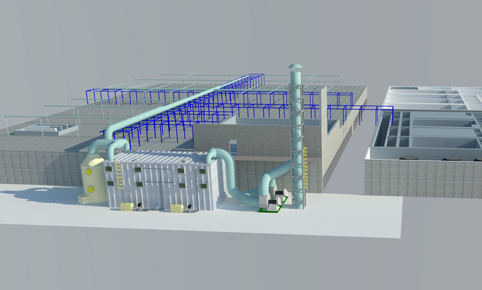
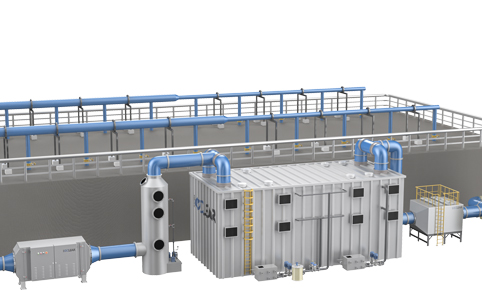
Dry mist eliminator is mainly composed of waveform blades, plates, cards and other fixtures, in the wet method of desulfurization, the absorption tower in the process of operation, easy to produce particle size of 10-60 microns "fog", "fog" not only contains water, it is also dissolved in sulfuric acid, sulfate, Sulfur dioxide, etc., but also caused by fans, heat exchangers and flue staining and serious corrosion, therefore, wet desulfurization process on the absorption equipment to put forward the requirements of the mist, the purified gas before leaving the absorption tower to remove the mist. Dry mist eliminator system consists of dry mist eliminator body and flushing system. Specifically dry mist eliminator body, rinse water piping, nozzles, support frame, support beams and related connections, fixing, seals and other components.