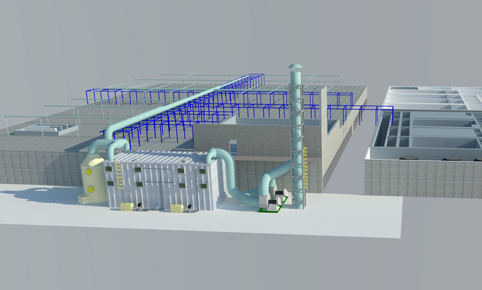
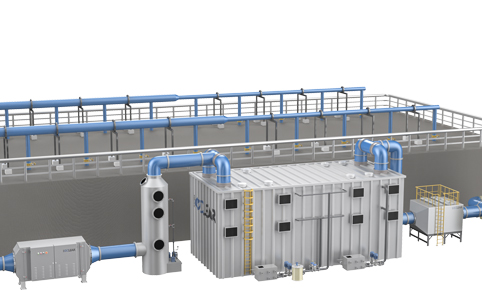
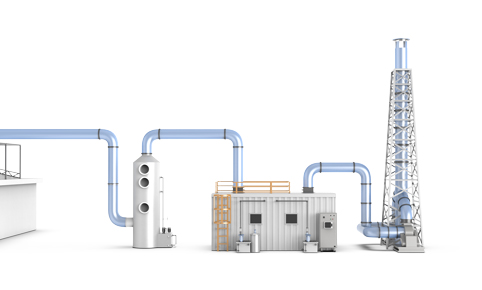
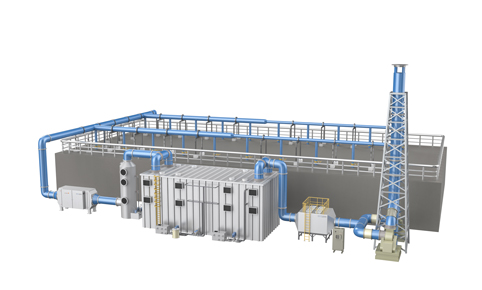
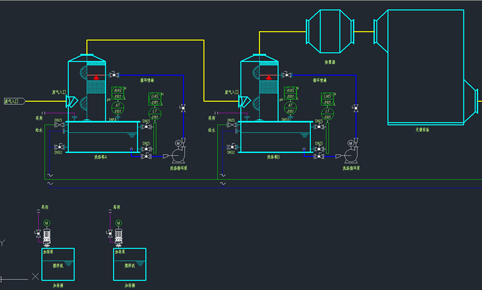
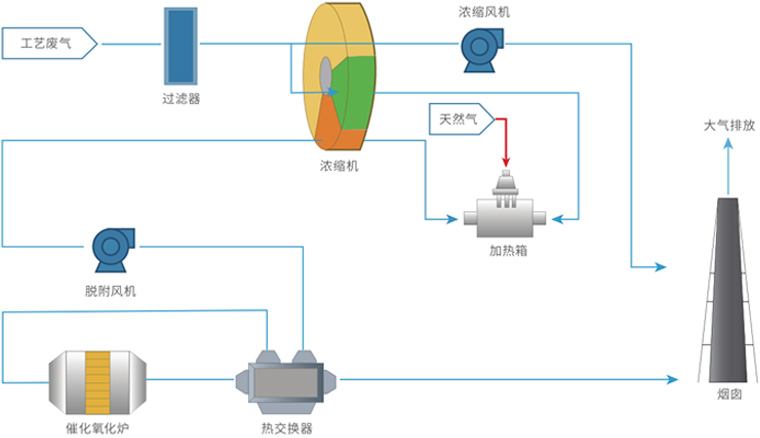
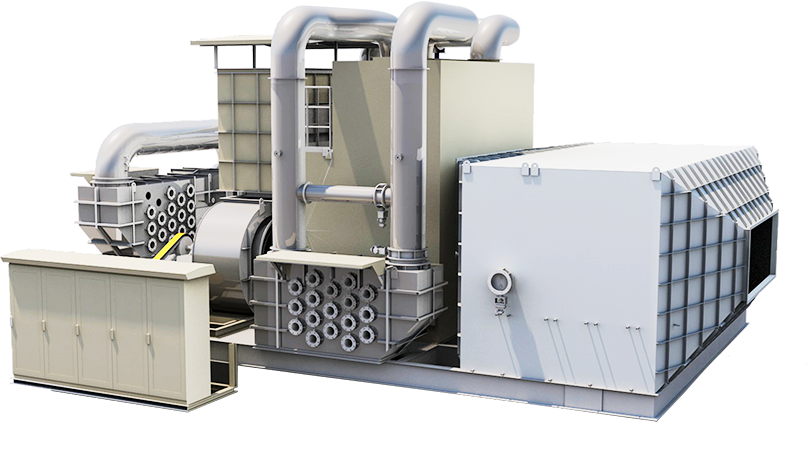
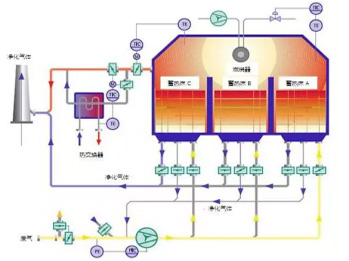
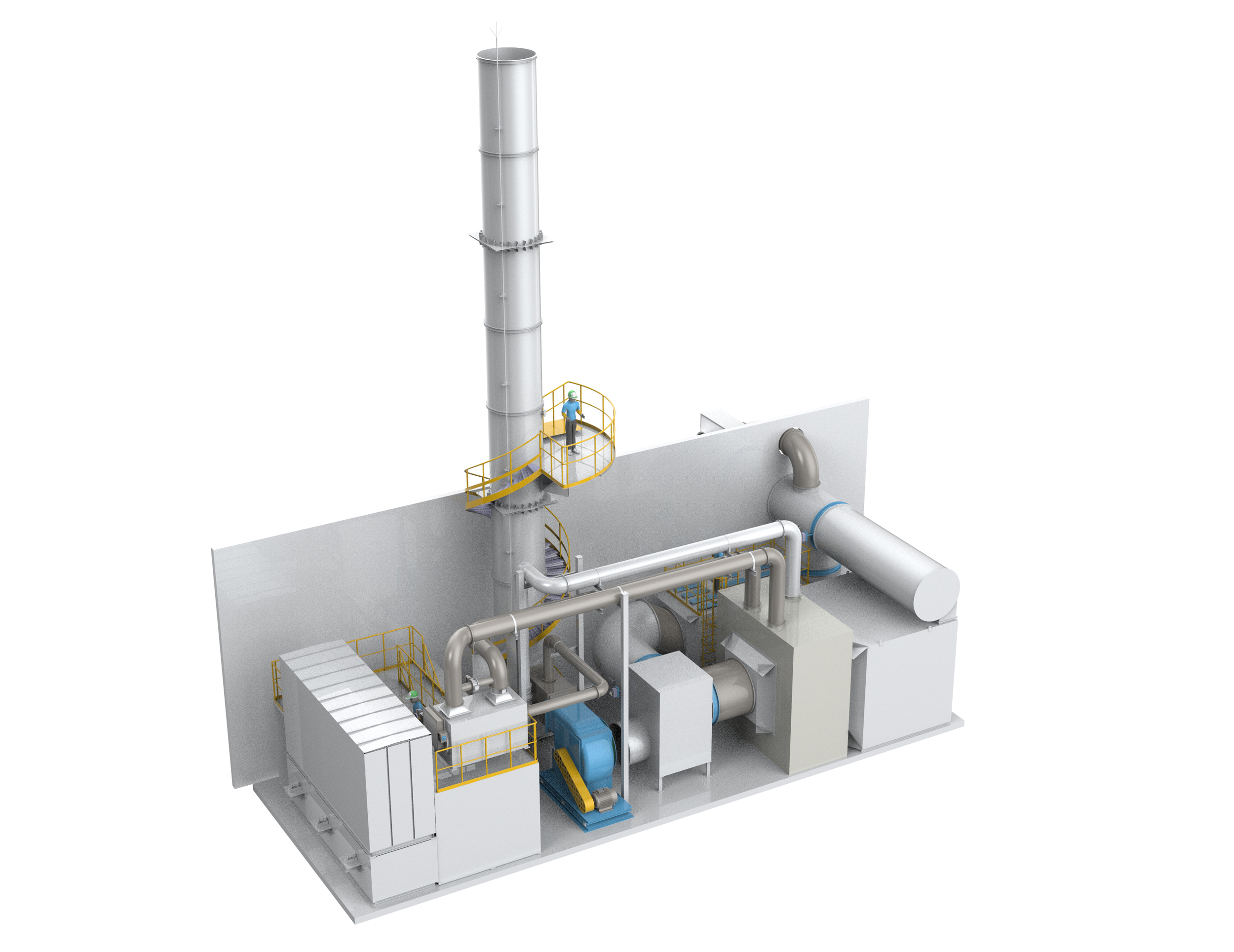
RCO Regenerative Catalytic Incinerator
1.Safety is of utmost importance and our product guarantees it with a flame arrestor system, explosion-proof pressure relief system, and an over-temperature alarm system, making it safe, stable, and reliable.
2.Our product is intelligently designed with a catalytic combustion operation process and fully automated PLC control, ensuring convenience and reliability.
3.Our product boasts of its low energy consumption feature, as the heating chamber in the purification device does not require auxiliary heating when the concentration of VOCs reaches 3500mg/m³, thus saving energy costs.
4. High Efficiency: Our independent research and development has led to a highly efficient purification system with a purification efficiency of 97% or higher. This system is especially suitable for continuous emissions of gases and has a wide range of applications, providing high VOCs purification efficiency.
5.Space-Saving Design: Our system utilizes professional design specifications resulting in a compact structure that occupies a small area.
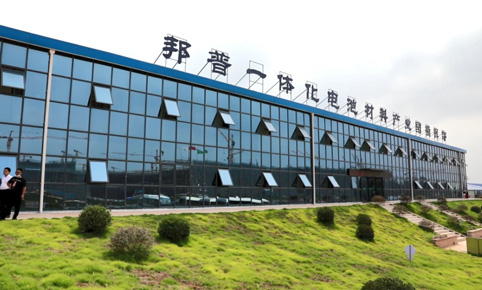
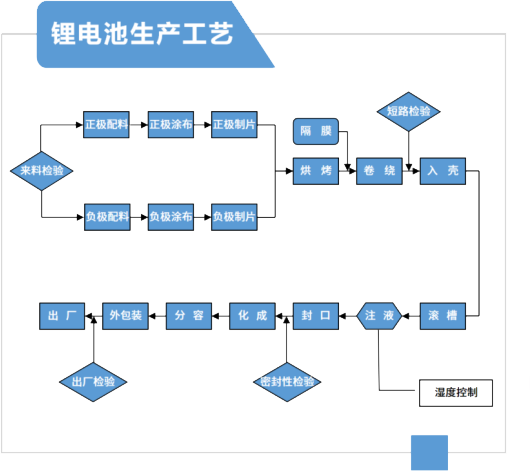
6, Industries: Lithium batteries, new energy, electronics, chemicals, petrochemicals, and others applicable to automotive spraying, packaging, printing, electronics, semiconductors, pharmaceuticals, and more.
7, Equipment lifespan:The equipment can operate normally for more than five years.